Клуб жылытуу Steel Part үчүн Hot IGBT клуб жылыткычы менен ат
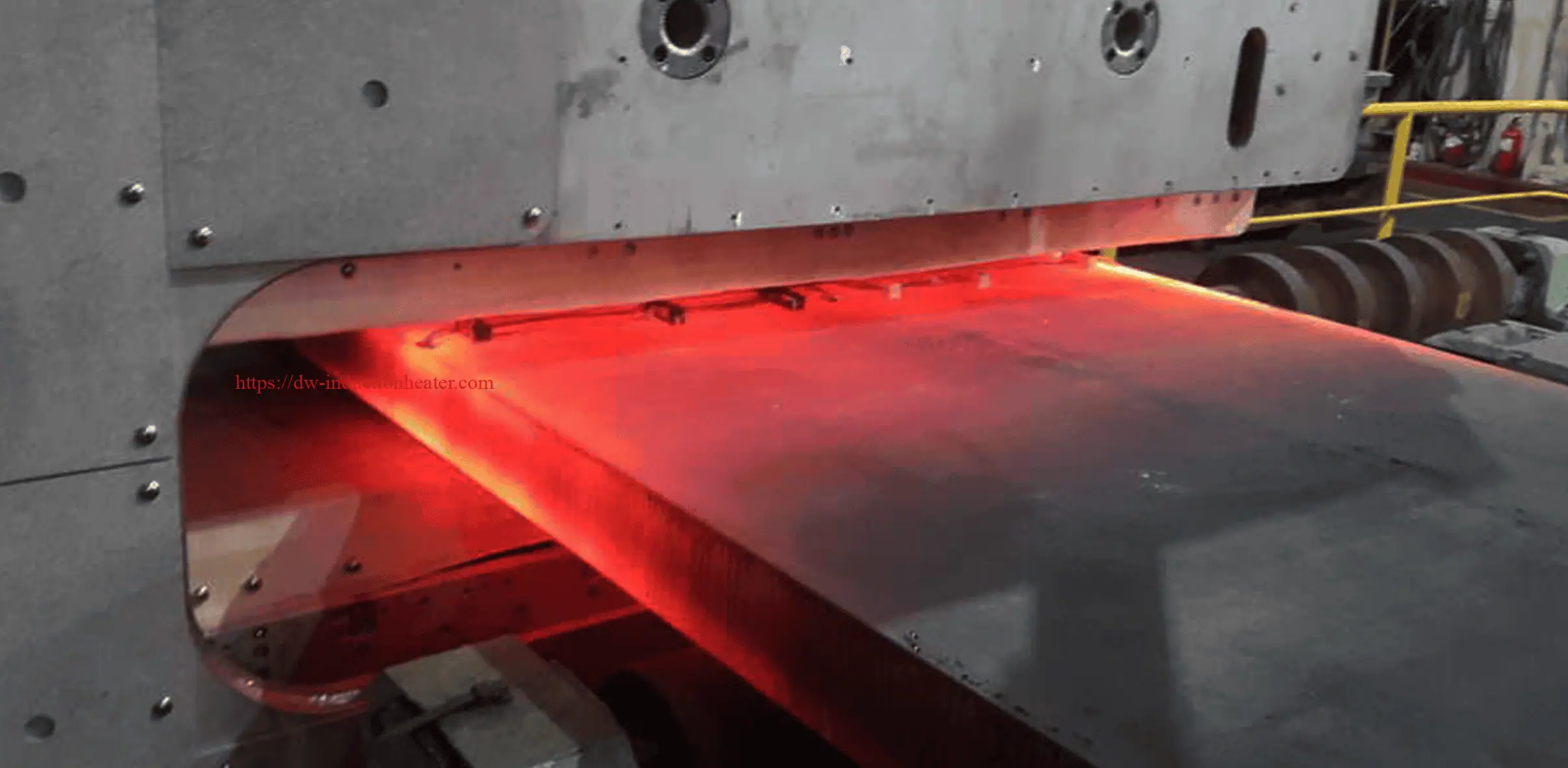
Максаты Темирдин тетиктерин ысык аталышты колдонуу үчүн 1900ºF (1038ºC) чейин ысытуу
7 / 16 менен материалдар Steel бөлүктөрү "(11.11mm) OD жана керамика бөлүгү
Температура 1900 ºF (1038ºC)
Frequency 440 KHz
Жабдуулар • DW-UHF-6kW индукциялык жылытуу тутуму, бир 0.66μF конденсаторду камтыган алыскы жумушчу баш менен жабдылган.
• Бул колдонмо үчүн атайын иштелип чыккан жана иштелип чыккан индукциялык жылытуучу катушка.
Процесс Бөлүктүн 0.75 ”(19мм) бөлүгүн 1900ºF (1038ºC) чейин 7.5 секунд ысытуу үчүн, керамикалык кыстырма менен төрт бурама спираль түрүндөгү катушка колдонулат. Керамикалык бөлүк болсо, бөлүк кирбейт
милте менен байланышуу.
Results / пайдалары жылуулук менен камсыз клуб:
• Кол менен жылытуу, бул өндүрүштө оператордун жөндөмүн талап кылбайт
• Жумуш бөлүгүнө жылуулукту так жана ырааттуулук менен түздөн-түз колдонуу
• жылуулук да бөлүштүрүү
• төмөн басым жана аз калган бөлүгү стресс


