Индукциялык беттик катууланткан болот арматурасы
баяндоо
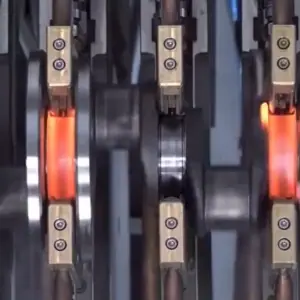
Катуулатуу үчүн, индукциялык беттик Катуулатуучу темир арматурасы 1600 ºF (871 ºC) чейин
Иштетилген бөлүктөрдүн өндүрүүчүсү үчүн индукциялык беттик катуулатуучу темир арматурасы адатта индукциялык жылытуу жолу менен жүзөгө ашырылат, анын негизги техникалык параметрлери беттик катуулук, жергиликтүү катуулук жана катмардын эффективдүү катуулануу катмары.

Материал: Болот арматуралар (0.75 "/ 19мм диаметри)
Абанын температурасы: 1600 ºF (871 ºC)
Frequency: 368 KHz
Жабдуулар:
-DW-UHF-10kW индукциялык жылытуу тутуму эки 1.0 мкФ конденсаторду камтыган алыскы жылуулук станциясы менен жабдылган
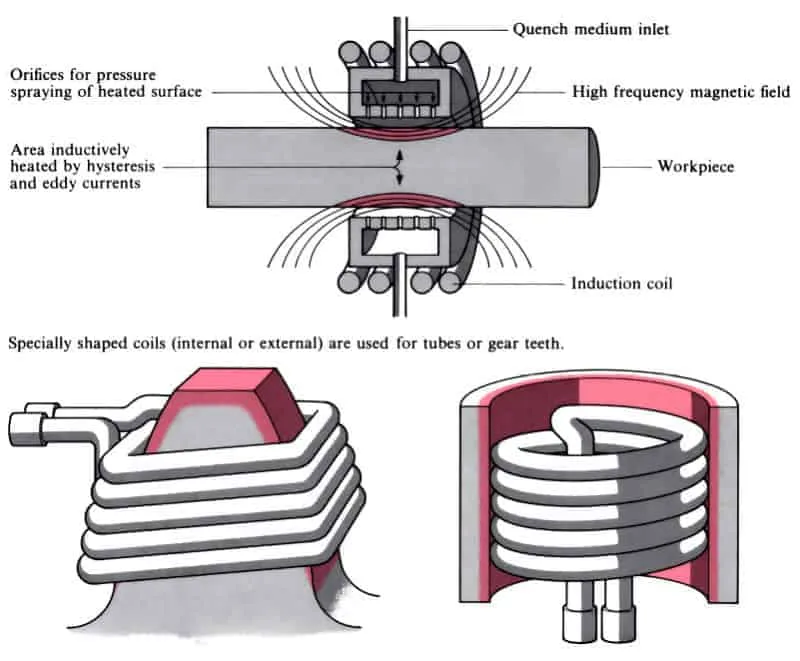
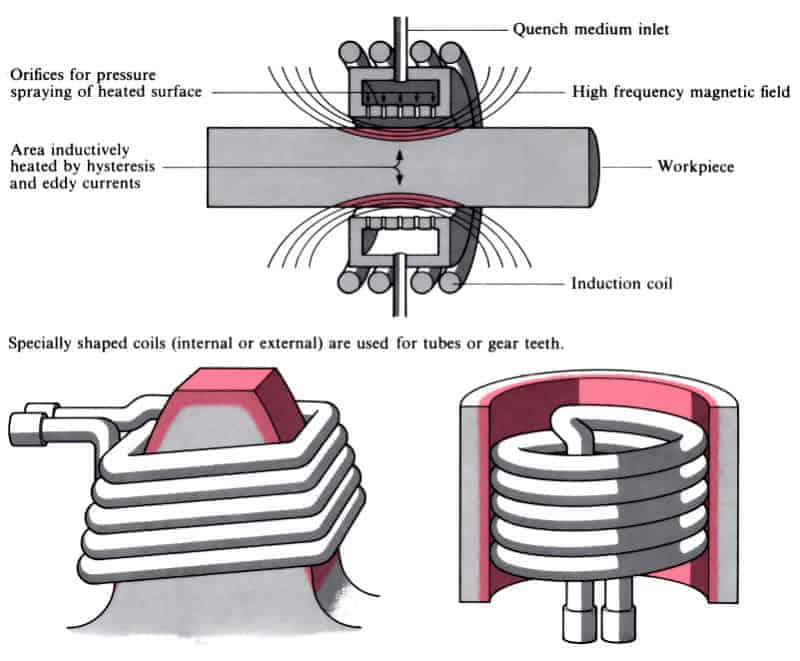
-Бул колдонмо үчүн атайын иштелип чыккан үч бурулуш куймак спиралдык индукциялык жылытуучу катушка
Индукцияны катуулатуу процесси
The дарстарында жана жылытуу чөлмөгү дизайн бөлүктү ылдый жылытуучу батареяга көтөрүүгө мүмкүнчүлүк берди. Дизайн кардардын учурдагы орнотуусунда жакшы иштешин камсыз кылуу максатында жасалган. Алгачкы тестирлөө температураны көрсөткөн боектор менен жүргүзүлүп, ысытуу схемасынын бирдейлигин жана ысытуу ылдамдыгын баалашты. Жакшы ысытуу үлгүсү менен, үлгүлөр 1.0, 1.25 жана 1.5 секунда аралыгында иштетилди. Катуу процессти бүтүрүү үчүн, ысытуудан кийин сынамыктар суу өчүргүчкө ташталды.

Results / пайдалары
Ылдамдык: Арматура эки секундага чейин ысып кетти
Натыйжалуулук: Индукция жылытуунун атаандашуу ыкмаларына караганда аз энергияны колдонот
Из / Дизайн: клуб жылытуу жөнөкөй пол аянтын ээлеп жатканда ишке ашырылышы мүмкүн, ошондой эле катушканын дизайны кардардын иштөө тартибине туура келет