Индукциялык согуу бар жана куйма меш
баяндоо
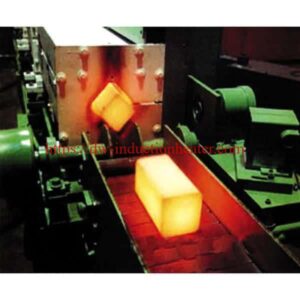
Алюминийден, болоттон жана жезден жасалган куймаларды, штангаларды жана таяктарды ысык калыптоо үчүн индукциялык согуу тилкеси жана куйма меши
Индукциялык согуу тилкеси жана даяр меш металл буюмдарды жылытуу үчүн кеңири колдонулган ыкма. Процесс ысытыла турган объекттин ичинде жылуулукту пайда кылуу үчүн электромагниттик талааны колдонууну камтыйт. Индукциялык согуу көбүнчө алюминий, болот жана жез сыяктуу түрдүү металлдардан жасалган куймаларды, куймаларды жана таяктарды өндүрүүдө колдонулат. Бул илимий эмгек индукциялык согуу жана куйма мештин процессин, анын артыкчылыктарын жана кыйынчылыктарын, ошондой эле анын ар кандай тармактарда колдонулушун изилдөөгө багытталган.

Индукциялык согуу бар жана куйма меш Process:
Индукциялык согуу процесси электромагниттик талааны пайда кылган индукциялык катушканы колдонууну камтыйт. Штанга же дөңгөлөк катушканын ичине жайгаштырылат жана өзгөрмө магнит талаасы объекттин ичинде электр тогун жаратат, ал каршылыктын натыйжасында жылуулукту пайда кылат. Өндүрүлгөн жылуулук электромагниттик талаанын күчү менен ысытылган металлдын каршылыгына пропорционалдуу.
Индукциялык согуу тилкесинин жана куйма мешинин артыкчылыктары:
Индукциялык жасалмалоо салттуу жылытуу ыкмаларына караганда бир нече артыкчылыктарды сунуш кылат. Аларга төмөнкүлөр кирет:
1. Жогорку эффективдүүлүк: Индукциялык согуу жогорку эффективдүү ыкма болуп саналат, анткени жылуулук ысытыла турган объекттин ичинде түз пайда болот. Бул алдын ала ысытуунун зарылдыгын жок кылат, бул энергия керектөөнү азайтат жана убакытты үнөмдөйт.
2. Так жылытуу: Индукциялык согуу жылытуу процессин так көзөмөлдөөгө мүмкүндүк берет. Алынган жылуулукту жылытыла турган объекттин өзгөчө талаптарына ылайыкташтырууга болот.
3. Ырааттуу сапат: Индукциялык согуу жылуулуктун ырааттуу сапатын чыгарат, анткени ал объект боюнча бирдей пайда болот. Бул акыркы продукциянын жогорку сапатта болушун жана талап кылынган техникалык талаптарга жооп берерин камсыздайт.

Индукциялык согуу тилкесинин жана куйма мешинин кыйынчылыктары:
да дарстарында түзүшүн бир нече артыкчылыктарды сунуш кылат, ошондой эле кээ бир кыйынчылыктарды жаратат. Төмөндө индукциялык жасалмалоо менен байланышкан кээ бир кыйынчылыктар бар:
1. Чектелген өлчөмү: Индукциялык согуу чакан жана орто объекттерди жылытуу үчүн ылайыктуу. Чоң объекттер көбүрөөк күчтү талап кылат жана индукциялык согуу менен ишке ашпай калышы мүмкүн.
2. Баштапкы наркы: Индукциялык жасалмалоо жабдууларга жана инфраструктурага олуттуу баштапкы инвестицияларды талап кылат. Бул чакан масштабдагы операциялар үчүн азыраак ылайыктуу кылат.
3. Бетти даярдоо: Индукциялык согуу ысытылган объекттин бети таза жана кирлерден таза болушун талап кылат. Бул кошумча даярдоо убактысын жана чыгымды талап кылат.
Индукциялык согуу тилкесинин жана биллет мешинин колдонмолору:
Индукциялык согуу тилкеси жана даяр меш ар түрдүү тармактарда кеңири колдонулат. Төмөндө индукциялык жасалмалоонун айрым колдонмолору келтирилген:
1. Автоунаа өнөр жайы: Индукциялык согуу тиштүү дөңгөлөктөр, октор жана муналуу валдар сыяктуу автомобиль бөлүктөрүн өндүрүүдө колдонулат.
2. Аэрокосмостук өнөр жайы: Индукциялык согуу учактар, космостук кемелер жана спутниктер сыяктуу аэрокосмостук унаалар үчүн компоненттерди өндүрүүдө колдонулат.
3. Курулуш өнөр жайы: Индукциялык согуу курулушта колдонулган арматура, болт жана гайкаларды өндүрүүдө колдонулат.
 продукт Description
продукт Description
Темир, темир, коло, жез, алюминий эритмеси ж.б. сыяктуу бар материалдарын жылытуу үчүн.
жөн гана билүү үчүн сүрөт, түс, башка күч менен changable болуп саналат.
Кардардын талаптарына ылайыкташтырылган функциялар жана атайын мүнөздөмөлөр.
Өзгөчөлүктөрү жана артыкчылыктары:
1. Автоматтык: Автоматтык түрдө азыктандыруу, жумуш бөлүгүн автоматтык түрдө тандоо, температураны автоматтык түрдө өлчөө, автоматтык разряд.
2. Комплекстүү дизайн: Орнотуу убактысын, наркын жана мейкиндигин үнөмдө.
3. Иштетүү панели камтылган дисплейлерде машинанын иштөө абалы, күнөөнү аныктоону жеңилдетүү.
| Өзгөчөлүктөрү | майда-чүйдө | |
| 1 | Жылытуу тез жана туруктуу | салттуу ыкмага караганда 20% - 30% электр энергиясын үнөмдөө;
Жогорку натыйжалуу жана аз энергия керектөө |
| 2 | өлчөмү чакан | Орнотуу үчүн Easy иштетүү жана оңдоо |
| 3 | Коопсуз жана ишенимдүү | сиздин кызматкерлер үчүн абдан коопсуз, эч кандай жогорку чыңалуу. |
| 4 | А муздатуу жүгүртүү системасы | 24 саат тынымсыз иштей алат |
| 5 | толугу менен өзүн-өзү коргоо милдети |
Сигнал чырак көптөгөн түрлөрү: ашык-тогун, үстүнөн-кубатуулуктагы, ысык, суу тартыш үстүнөн ж.б. Мындай чырак машинаны башкара менен коргой алат. |
| 6 | Айлана чөйрөнү коргоо | Дээрлик эч кандай кычкылын катмар, эч кандай газдардын пайда жок, бош-суу |
| 7 | IGBT түрү | тиешеси жок электр тордун убактылуу алыс болгула; машинанын узак өмүр камсыз кылуу. |
металлдардын параметр ысык түзүшүн мешти на:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Input Voltage | 3phases, 380V / 410V / 440V, 50 / 60Hz | ||||||
| Max Input Current | 320A | 400A | 480A | 640A | 800A | 960A | |
| жабылуучу жыштыгы | 0.5KHz ^ 20KHz (жабылуучу жыштык жылытуу бөлүктөрүнүн өлчөмүнө жараша жекече болот) | ||||||
| Кезметчи Cycle Loading | 100%, 24h тынымсыз иштейт | ||||||
| Муздатуу суу желания | 0.1MPa | ||||||
| ченөө | кожоюн | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| узартуу | узартуу жылытуу бөлүктөрүн материалдык жана өлчөмүнө жараша ылайыкташтырылган болот | ||||||
| салмак | 110kg | 150kg | 160kg | 170kg | 200kg | 220kg | |
| узартуу өлчөмү көз каранды | |||||||
дарстарында металлдар на ысык курууга жылы жарындылар бүткүл меш же личинка ысытышат. Адатта кыска жарындылар же бирөө сүлүк курт үчүн танкалар же табак жазуусу роликтер шалактап турган на берүүгө колдонулат, чынжыр кууп трактор бирдиктерин же кээ бир учурларда, СТАНДАРТЫ көлөмү бирдей болот. на андан кийин суу жазганды же керамикалык кутумчуларды сүрүлүүнү азайтуу жана эскирүүнү алдын чөлмөгү төрөп аркылуу колдонулат муздаган башка артында чөлмөгү бири менен шартталган. спиралдан узундугу талап Себелеп учурда бир милдети, компоненти күнүнө цикл убакыт жана на узундугу. жогорку көлөмү чоң кесилиш ишинде ал милте же андан 4 м (5 и) берүүгө катар 5 же 16 илмегине болушу табигый нерсе.

Жыйынтык:
Индукциялык согуу тилкеси жана даяр меш металл буюмдарды жылытуу үчүн абдан натыйжалуу жана так ыкмасы болуп саналат. Ал кээ бир кыйынчылыктарды жаратса да, ал ар кандай тармактарда, анын ичинде автомобиль, аэрокосмостук жана курулуш тармактарында популярдуу ыкма бойдон калууда. Индукциялык согуунун артыкчылыктары анын жогорку натыйжалуулугун, так жылытуусун жана ырааттуу сапатын камтыйт. Ошентип, индукциялык согуу металл иштетүү өнөр жайы үчүн баалуу жана натыйжалуу процесс болуп саналат деген тыянак чыгарууга болот.