Жасалма үчүн индукциялык жылытуу болот табагы
баяндоо
Жасалма жана ысык формага келтирүү үчүн индукциялык жылытуу темир табагы
Жасалма темир индукциялык болоттон жасалган табак жана ысык калыптандыруу мыкты индукциялык жылытуу колдонмолору болуп саналат. Өнөр жай Индукциялык согуу жана ысык формациялоо жараяндар ийилүүнү же калыпты калыптандырууну камтыйт же температурага чейин ысыгандан кийин гүлдөп, анын деформацияга туруштук берүүсү начар болот. Түстүү материалдардын блокторун дагы колдонсо болот. 
Клуб жылытуу машиналар же шарттуу мештер баштапкы жылуулук алуу үчүн колдонулат. На бир СТАНДАРТЫ же брусу аркылуу индуктор аркылуу ташууга болот; ролик дискти туруъуз; трактор диск; же жайнай жүргөн. Non-байланыш pyrometers на температурасын өлчөө үчүн колдонулат.
Мындай механикалык таасир сыккычына сыяктуу башка машиналар ийилип, машина, жана гидротехникалык дүлүктүрүү сыккычына ийилип же металл калыптандыруу үчүн пайдаланылат.
Максаты: Газ меши менен алдын ала ысытууга салыштырмалуу өндүрүштү көбөйтүү максатында, кетменин башын жаратуу үчүн, болоттон жасалган табакты алдын-ала ысытып алыңыз (3.9 "x 7.5" x 0.75 "/ 100mm x 190mm x 19mm).
материалдык: Steel Plate
Абанын температурасы: 2192 ºF (1200 ºC)
Frequency: 7 KHz
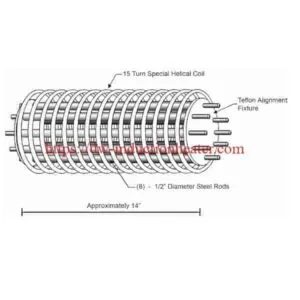
Индукциялык жылытуу жабдуулары: DW-MF-125/100, 125 кВт дарстарында жана жылытуу системасы үч 26.8 мкФ конденсаторду камтыган алыскы жылуулук станциясы менен жабдылган.
- Бул колдонмо үчүн керектүү жылуулукту иштеп чыгуу үчүн иштелип чыккан жана иштелип чыккан үч позициялуу, көп бурулуучу спираль спиралы.
Процесс Болот табак үч турдуу көп бурамалуу спираль оромго киргизилип, электр кубаты күйгүзүлдү. 37 секундада экинчи дат баспас болоттон жасалган, 75 секундда үчүнчү дат баспас болоттон жасалган табак салынган. 115 секундада, биринчи бөлүккө керектүү температурага жетип, процесс улана берди.
Иштетилгенден кийин, тетиктерди ар бир 37 секунд сайын киргизилген ырааттуулуктан жылытууга болот. Жалпы циклдин убактысы 115 болсо
секунд сайын, бөлүктү ар 37 секунд сайын алып салууга болот, бул индукцияга керектүү өндүрүш ылдамдыгына жетишүүгө мүмкүндүк берди
жана газ мешин колдонууга салыштырмалуу бир топ ийгиликтерге жетишүү.

Results / пайдалары
Өндүрүштүн жогорку ылдамдыгы: Процесс саатына 100 бөлүктү түзсө, газ меши саатына 83 бөлүктү түздү
- Кайталоо мүмкүнчүлүгү: Бул процессти кайталоого болот жана аны өндүрүш процессине киргизүүгө болот
- Тактык жана натыйжалуулук: Жылытуу темир плиталарга гана берилип, так жана натыйжалуу иштейт
көбүнчө колдонулган өнөр жай материалдардын болжолдуу ысык түзүү температура болуп төмөнкүлөр саналат:
• Steel 1200º C • Сары 750º C • Алюминий 550º C
Жалпы индукциялык ысык форма берүүчү тиркемелер
Клуб жылытуу машиналар адатта өрчүтүүгө жана ысык түзүү үчүн туура температурага чейин жылуулук болот жарындылар, шыргыйларын, жез блокторун, жана титандын түрткөнү үчүн колдонулат.

Жарым-жартылай калыптандыруу Тиркемелер
Клуб жылытуу, мисалы, чоор бурчуна, октук четинен, унаа бөлүктөрүндө жана жарым-жартылай түзүү жана жасалмалоо берүү үчүн бар кыйырына жылуулук бөлүктөрүндө колдонулат.
Клуб жылытуу артыкчылыктары
шарттуу Меш, киришүү дарстарында жана жылытуу сунуш маанилүү жараян жана сапаттуу артыкчылыктарын жакшыртыш үчүн машиналардын салыштырганда кийин:
Топ кыска жылытуу жолу азайтууга масштабдык жана кычкылдандыруучу
Easy жана так температурасы температурасы башкаруу. өзгөчөлүктөрдү тышкы температурада бөлүктөрү табылды жана аны алып салууга мүмкүн болот
керектүү температурага чейин көбөйтүүнү мешке үчүн эч кандай убакыт күтүп жууган
Автоматташтырылган индукциялык жылытуучу машиналар минималдуу кол эмгегин талап кылат
Жылуулук бир гана аймакты түзүү менен бөлүктөрү үчүн өтө маанилүү, бир жерде, белгилүү бир чекитте, багытталган болушу мүмкүн.
Чоңураак жылуулук эффективдүүлүгү - жылуулук бөлүктүн өзүндө пайда болот жана аны чоң камерада ысытуунун кажети жок.
Жакшыраак жумуш шарттары. абада бир гана жылуулук ушул бөлүктөрдүн болуп саналат. жумуш шарттары күйүүчү мешке менен алда канча жагымдуу болуп саналат.